
夹紧套车床加工
小石 2026-03-06 18:50 52 浏览
在机械加工领域,夹紧套车床加工是一项至关重要的工艺环节。它涉及到将各类工件精准地固定在车床上,通过一系列精细的操作,实现对工件的高效加工,以满足不同工业生产的需求。
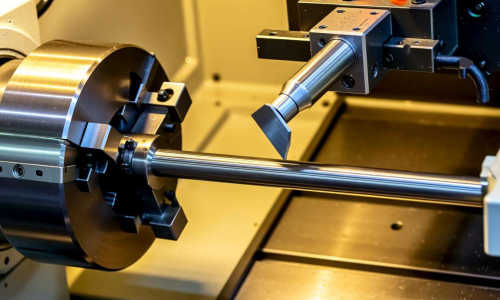
夹紧套车床加工首先要确保工件的定位准确无误。这需要操作人员依据工件的形状、尺寸以及加工要求,选择合适的定位方式。对于形状规则的工件,可利用其自身的基准面进行定位,如平面、圆柱面等。而对于一些形状复杂的工件,则需借助专门设计的定位夹具来实现精准定位。例如,对于带有异形孔或不规则轮廓的工件,可能会采用一面两销的定位方式,通过一个平面和两个圆柱销与工件上相应的定位孔配合,确保工件在车床上的位置精度。在定位过程中,每一个细节都不容忽视,哪怕是微小的偏差都可能导致后续加工出现质量问题。一丝一毫的不准确都可能使工件的尺寸超差,影响其最终的使用性能。
接下来便是夹紧环节。夹紧套的选择和使用直接关系到工件在加工过程中的稳定性。夹紧套的材质通常需要具备一定的强度和韧性,以承受加工时产生的切削力和振动。不同类型的夹紧套适用于不同的工件和加工场景。常见的有液压夹紧套、气动夹紧套和机械夹紧套等。液压夹紧套利用液压油的压力来实现对工件的夹紧,其夹紧力较大且均匀,能够有效地防止工件在加工过程中出现位移。气动夹紧套则借助压缩空气的力量,具有响应速度快、操作简便的特点。机械夹紧套则通过机械结构的运动来夹紧工件,如丝杆螺母机构、凸轮机构等。在选择夹紧套时,要综合考虑工件的材质、重量、形状以及加工工艺要求等因素。例如,对于较重的工件,可能需要选择夹紧力较大的液压夹紧套;而对于一些对夹紧速度要求较高的加工任务,则气动夹紧套可能更为合适。夹紧力的大小也需要精确控制,过大的夹紧力可能会导致工件变形,过小则无法保证工件在加工过程中的稳定性。操作人员需要根据实际情况进行调整,通过试验和经验积累,找到最适合的夹紧力参数。
在夹紧套车床加工过程中,刀具的选择和切削参数的设置同样关键。刀具的材质、形状和几何角度会直接影响切削性能和加工质量。不同的工件材料需要选用不同的刀具,例如,加工钢材时,可选用硬质合金刀具;加工有色金属时,则可选择高速钢刀具。刀具的形状要根据加工部位的形状和尺寸进行合理选择,如车削外圆时可选用外圆车刀,镗削内孔时则需使用镗刀。切削参数包括切削速度、进给量和切削深度等。切削速度的选择要考虑刀具的耐用度和加工效率,进给量的大小会影响工件的表面粗糙度,切削深度则决定了每次切除的金属层厚度。合理的切削参数设置能够提高加工效率,保证加工质量,降低生产成本。例如,在粗加工时,可适当增大切削深度和进给量,以提高加工效率;而在精加工时,则需要减小切削深度和进给量,以获得更好的表面质量。操作人员需要根据刀具的性能、工件材料以及加工要求等因素,综合调整切削参数,以达到最佳的加工效果。
夹紧套车床加工过程中的冷却润滑也不容忽视。合适的冷却润滑可以降低切削温度,减少刀具磨损,提高工件表面质量。冷却润滑液的种类繁多,常见的有切削液、乳化液和油基切削液等。切削液具有良好的冷却性能,能够有效地降低切削区域的温度;乳化液则兼具冷却和润滑的作用,适用于多种加工场景;油基切削液的润滑性能较好,能够减少刀具与工件之间的摩擦。在选择冷却润滑液时,要根据加工工艺、工件材料和刀具等因素进行综合考虑。例如,在高速切削时,需要选用冷却性能好的切削液;而在一些对表面质量要求较高的加工中,则可选择润滑性能较好的油基切削液。冷却润滑液的使用方式也很重要,要确保其能够充分覆盖切削区域,发挥最佳的冷却润滑效果。
夹紧套车床加工是一个系统工程,每一个环节都紧密相连,相互影响。从工件的定位、夹紧,到刀具的选择、切削参数的设置以及冷却润滑的运用,任何一个细节的疏忽都可能影响最终的加工质量。只有操作人员具备扎实的专业知识和丰富的实践经验,严格按照工艺要求进行操作,才能确保夹紧套车床加工出高质量的工件,满足工业生产的各种需求,为机械制造行业的发展提供坚实的保障。在不断的技术创新和工艺改进中,夹紧套车床加工技术也将不断完善,为推动制造业向更高水平发展贡献力量。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!