
夹具配件车床加工
小石 2026-03-10 14:50 70 浏览
夹具配件在机械加工领域起着至关重要的作用,而车床加工则是制造这些配件的关键环节之一。车床作为一种常见的金属切削机床,能够通过旋转工件与刀具的相对运动,精确地加工出各种形状和尺寸的夹具配件。
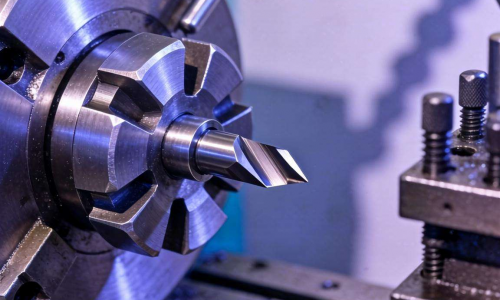
在夹具配件车床加工过程中,首先要进行的是工件的装夹。这一步骤直接关系到加工的精度和稳定性。合适的夹具能够确保工件在车床上准确地定位,并在加工过程中保持固定,防止出现位移和振动。常见的夹具有三爪卡盘、四爪卡盘、顶尖等。三爪卡盘适用于圆形工件的装夹,它能够自动定心,装夹方便快捷,但对于非圆形工件则需要进行特殊的装夹方式。四爪卡盘则可以通过分别调整四个卡爪的位置,实现对各种形状工件的装夹,适用于一些形状较为复杂的夹具配件。顶尖则常用于长轴类工件的装夹,能够保证工件的同轴度,提高加工精度。
装夹好工件后,接下来就是刀具的选择和安装。刀具的性能直接影响到加工的质量和效率。根据夹具配件的材料和加工要求,需要选择合适的刀具材质和几何形状。例如,对于硬度较高的钢材,通常会选择硬质合金刀具;而对于一些有色金属,则可以使用高速钢刀具。刀具的几何形状包括前角、后角、刃倾角、主偏角和副偏角等,这些参数的合理选择能够优化切削过程,减少切削力和切削热,提高刀具的使用寿命。在安装刀具时,要确保刀具的刀尖与工件的旋转中心等高,并且刀具的伸出长度要适中,以保证切削的稳定性。
车床加工夹具配件时,切削参数的选择也是十分重要的。切削参数主要包括切削速度、进给量和切削深度。切削速度是指刀具切削刃上某一点相对于工件的主运动速度,它直接影响到加工表面的质量和刀具的磨损程度。进给量是指工件或刀具每旋转一周,刀具在进给方向上相对工件的位移量,它决定了加工表面的粗糙度。切削深度则是指每次切除的工件材料层厚度,它对切削力和刀具的负荷有较大影响。在实际加工中,可以根据工件的材料、硬度、加工要求以及刀具的性能等因素,合理地选择切削参数。一般来说,在保证加工质量的前提下,应尽量提高切削速度和进给量,以提高加工效率。
在车床加工过程中,还需要进行实时的监测和调整。通过观察加工表面的质量、刀具的磨损情况以及机床的运行状态等,及时发现问题并采取相应的措施。如果发现加工表面出现粗糙度不符合要求的情况,可能是由于切削参数不合理、刀具磨损或工件装夹不稳定等原因引起的,需要对这些因素进行调整和优化。定期检查刀具的磨损情况,当刀具磨损到一定程度时,要及时更换刀具,以保证加工质量和效率。
夹具配件车床加工完成后,还需要进行一系列的后续处理。例如,对加工后的工件进行清洗,去除表面的切削液和切屑,以防止生锈和腐蚀。然后对工件进行检验,包括尺寸精度、形状精度和表面粗糙度等方面的检测,确保工件符合设计要求。对于一些精度要求较高的夹具配件,还可能需要进行研磨、抛光等精加工工序,以进一步提高表面质量。
夹具配件车床加工是一个复杂而精细的过程,需要操作人员具备丰富的经验和专业知识。从工件的装夹、刀具的选择和安装,到切削参数的确定以及加工过程中的监测和调整,每一个环节都直接影响到夹具配件的加工质量和性能。只有严格按照操作规程进行加工,并不断优化加工工艺,才能生产出高质量的夹具配件,满足机械制造行业的需求。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!