
紧固套车床加工
小石 2026-03-06 17:50 55 浏览
紧固套作为机械领域中常用的零部件,其质量与精度对于整个机械设备的稳定运行至关重要。而车床加工则是制造紧固套的关键环节,它涉及到一系列精细的操作和严格的工艺要求。

在紧固套车床加工过程中,首先要进行毛坯的准备。选择合适的原材料,确保其材质符合紧固套的使用要求,这是保证产品质量的基础。毛坯的尺寸精度和表面质量也会对后续加工产生影响,因此在毛坯制造阶段就要尽可能地减少误差。接下来是装夹环节,准确地将毛坯安装在车床上是实现精确加工的前提。装夹必须牢固且定位精准,以防止在加工过程中出现位移和振动,从而影响加工精度。操作人员需要根据毛坯的形状和尺寸特点,选择合适的装夹方式,如三爪卡盘、四爪卡盘或专用夹具等。在装夹过程中,要使用量具进行测量和调整,确保毛坯的轴线与车床主轴的轴线重合,误差控制在极小的范围内。
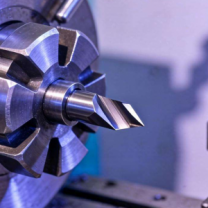
车削加工是紧固套车床加工的核心步骤。这需要操作人员具备丰富的经验和精湛的技能,能够熟练掌握车床的各种操作参数。在车削外圆时,要根据紧固套的设计尺寸,精确调整切削深度、进给量和切削速度。切削深度直接影响加工余量的去除,进给量决定了工件表面的粗糙度,而切削速度则与刀具的磨损和加工效率密切相关。操作人员需要根据实际情况进行合理搭配,以达到最佳的加工效果。例如,对于精度要求较高的紧固套外圆,可能需要采用多次切削的方法,逐步减小切削深度,以提高尺寸精度和表面质量。在车削过程中要密切关注刀具的磨损情况,及时更换刀具,以保证加工精度和效率。对于紧固套内孔的加工,同样需要严格控制各项参数。内孔加工相对外圆加工难度更大,因为刀具的刚性和排屑情况都会对加工质量产生影响。操作人员需要选择合适的内孔车刀,保证刀具的切削刃锋利且具有足够的强度。在加工过程中,要注意控制切削液的使用,切削液不仅可以冷却刀具,降低刀具磨损,还能起到润滑和排屑的作用,有助于提高内孔的加工精度和表面质量。
除了尺寸精度的控制,紧固套的形状精度和位置精度也是车床加工中不可忽视的重要方面。形状精度包括圆柱度、直线度等,位置精度则主要指各表面之间的平行度、垂直度等。为了保证这些精度要求,在加工过程中需要使用各种测量工具进行实时监测和调整。例如,使用卡尺、千分尺等量具测量尺寸精度,使用百分表测量形状和位置精度。一旦发现误差超出允许范围,操作人员要及时分析原因,并采取相应的调整措施。可能需要重新调整刀具的位置、装夹的松紧程度或者修改加工参数等方法来纠正误差。在加工过程中,还需要注意机床的稳定性和刀具的刃磨质量。机床的振动会直接影响加工精度,因此要定期对机床进行维护和保养,检查各部件的连接是否松动,导轨是否润滑良好等。刀具的刃磨质量也至关重要,刃磨后的刀具必须保证切削刃锋利、几何角度准确,否则会影响加工精度和表面质量。
在紧固套车床加工完成后,还需要进行一系列的检验工作。首先是外观检查,查看紧固套表面是否有划痕、磕碰等缺陷。然后进行尺寸测量,使用量具检查紧固套的外径、内径、长度等尺寸是否符合设计要求。对于形状和位置精度的检验,则需要使用专门的测量仪器,如三坐标测量仪等。只有经过严格检验合格的紧固套才能进入下一道工序或投入使用。
紧固套车床加工是一个复杂而精细的过程,每一个环节都关乎着产品的质量。操作人员需要具备高度的责任心和严谨的工作态度,严格遵守加工工艺和操作规程,才能制造出高质量的紧固套,为机械设备的稳定运行提供有力保障。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!