
套类零件车床加工
小石 2026-03-04 06:50 54 浏览
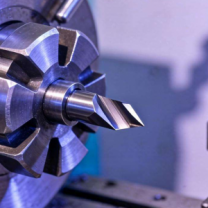
套类零件在机械制造领域中应用广泛,其车床加工过程有着独特的工艺要求与操作要点。套类零件通常具有特定的尺寸精度、形状精度以及表面粗糙度要求。

在车床加工套类零件时,首先要进行毛坯的准备。毛坯的选择至关重要,它直接影响到后续加工的质量与效率。根据套类零件的材质、尺寸大小等因素,合理选用合适的毛坯材料,如常见的钢材、有色金属等。对于精度要求较高的套类零件,一般会选用锻造毛坯,锻造可以改善材料的内部组织,提高其力学性能,减少加工余量,有利于保证加工精度。而对于一些小型、结构简单的套类零件,也可选用铸造毛坯,其成本相对较低。
装夹是套类零件车床加工的关键环节之一。由于套类零件的特点,装夹方式需要特别注意,以确保零件在加工过程中的稳定性和准确性。常用的装夹方法有以下几种。对于尺寸较小、精度要求不高的套类零件,可以采用三爪卡盘装夹。三爪卡盘能自动定心,装夹方便快捷,但定心精度相对有限,一般适用于粗加工或半精加工阶段。在装夹时,要确保零件的轴线与车床主轴轴线重合,避免出现偏心现象,影响加工精度。
对于精度要求较高的套类零件,则需要采用四爪卡盘或心轴装夹。四爪卡盘通过分别调整四个卡爪,可以实现对零件的精确装夹,适用于各种形状和尺寸的套类零件。在心轴装夹中,根据套类零件的内径尺寸选择合适的心轴,将零件套在心轴上,通过螺母或其他方式固定。心轴装夹能够保证零件的同轴度和位置精度,常用于精加工阶段。
在加工过程中,刀具的选择与切削参数的确定也不容忽视。针对套类零件的加工特点,通常选用锋利、耐用的刀具,如高速钢刀具或硬质合金刀具。高速钢刀具韧性好,适合于低速切削和复杂形状的加工;硬质合金刀具硬度高、耐磨性好,能适应高速切削,提高加工效率。
切削参数包括切削速度、进给量和背吃刀量。切削速度的选择要根据零件的材料、刀具材料以及加工要求等因素综合考虑。一般来说,材料硬度较高时,切削速度应适当降低;刀具材料性能越好,切削速度可越高。进给量的大小直接影响加工表面的粗糙度和加工效率,应根据零件的精度要求和刀具的耐用度合理调整。背吃刀量则根据毛坯余量和加工精度要求确定,每次切削深度不宜过大,以免引起振动和影响加工质量。
在套类零件的车床加工中,还需要注意一些加工工艺要点。例如,为了保证套类零件的内外圆同轴度,在加工过程中尽量采用一次装夹完成内外圆的加工。如果无法一次装夹完成,也应采取相应的工艺措施,如采用找正装夹或利用工艺基准保证同轴度。
对于套类零件的内孔加工,要注意刀具的刚性和排屑问题。内孔加工刀具相对细长,刚性较差,容易产生振动,影响加工精度和表面质量。因此,在选择刀具时要尽量选择刚性好的刀具,并合理确定刀具的伸出长度。要采取有效的排屑措施,如采用合适的切削液,以利于切屑的排出,避免切屑划伤已加工表面。
在加工过程中,还需对加工精度进行实时监测和控制。通过使用量具,如卡尺、千分尺、百分表等,定期测量零件的尺寸,及时调整加工参数,确保加工精度符合要求。对于精度要求极高的套类零件,还可采用在线测量系统,实现对加工过程的实时监控和反馈控制,进一步提高加工精度。
套类零件的车床加工是一个较为复杂且严谨的过程,需要从毛坯准备、装夹方式、刀具选择、切削参数确定以及加工工艺要点等多个方面进行综合考虑和精心操作,才能保证加工出高质量的套类零件,满足机械制造的各种需求。只有严格把控每一个环节,注重细节,才能在车床加工套类零件的过程中达到理想的加工效果,为机械产品的性能和质量提供有力保障。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!