
轴类零件车床加工
小石 2026-03-04 05:50 64 浏览
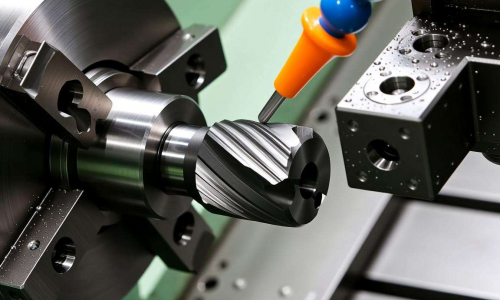
轴类零件在机械制造领域中占据着极为重要的地位,其广泛应用于各类机械设备中。车床加工作为轴类零件制造的关键工艺之一,对于保证轴类零件的质量和精度起着决定性作用。轴类零件通常具有回转体的外形,其长度相较于直径往往较大,并且在工作时主要承受扭矩、弯矩等载荷。
在车床加工轴类零件的过程中,首先要进行的是坯料的准备工作。坯料的选择至关重要,需根据轴类零件的具体要求,选用合适的材料,确保材料具备足够的强度、韧性以及良好的加工性能。比如,对于承受较大载荷的轴类零件,可能会选用优质的中碳钢或中碳合金钢;而对于一些对重量要求较高且受力相对较小的轴类零件,则可能会选用铝合金等轻质材料。坯料的尺寸精度也直接影响后续加工的质量和效率,因此要严格按照设计要求进行精确下料,保证坯料的直径、长度等尺寸在规定的公差范围内。
接下来是车床的装夹环节。正确的装夹方式是确保轴类零件加工精度的基础。常用的装夹方法有三爪卡盘装夹、四爪卡盘装夹以及顶尖装夹等。三爪卡盘装夹适用于外形规则、精度要求相对较低的轴类零件,它能够自动定心,装夹方便快捷,但定位精度相对有限。四爪卡盘则可以通过分别调整四个卡爪的位置,实现对不规则形状轴类零件的装夹,能够较好地满足不同形状轴类零件的装夹需求,不过装夹过程相对复杂,需要一定的操作技巧。顶尖装夹常用于长轴类零件的加工,通过前后顶尖的配合,能够有效地限制轴类零件的六个自由度,保证加工过程中的稳定性和精度。在装夹过程中,要注意卡盘或顶尖与轴类零件的接触部位的清洁和润滑,避免因接触不良而导致加工误差。
刀具的选择与使用也是车床加工轴类零件的关键因素。不同的加工阶段需要选用不同类型的刀具。在粗加工阶段,为了提高加工效率,通常会选用切削性能较好、强度较高的刀具,如硬质合金刀具。硬质合金刀具具有较高的硬度和耐磨性,能够在高速切削的情况下保持良好的切削性能,有效地去除大量的毛坯余量。而在精加工阶段,则需要选用更为锋利、精度更高的刀具,如高速钢刀具或涂层刀具。高速钢刀具具有良好的韧性和加工精度,能够满足精加工对表面质量和尺寸精度的要求;涂层刀具则通过在刀具表面涂覆一层特殊的涂层,进一步提高刀具的硬度、耐磨性和切削性能,从而获得更好的加工效果。刀具的几何角度也对加工质量有着重要影响,合理的刀具几何角度能够减少切削力和切削热,提高刀具的使用寿命,保证轴类零件的加工精度。例如,前角的大小会影响切削力的大小和切屑的形状,后角的大小则主要影响刀具与工件之间的摩擦和磨损。
切削参数的合理选择同样不容忽视。切削参数包括切削速度、进给量和背吃刀量等。切削速度的选择要综合考虑工件材料的硬度、刀具材料的性能以及加工要求等因素。一般来说,工件材料硬度越高,切削速度应越低;刀具材料的耐热性越好,切削速度可以越高。进给量的大小直接影响加工表面的粗糙度和加工效率,在保证加工质量的前提下,应尽量选择较大的进给量。背吃刀量则主要根据毛坯余量和加工精度要求来确定,粗加工时背吃刀量较大,以尽快去除毛坯余量;精加工时背吃刀量较小,以保证加工精度。合理选择切削参数能够在提高加工效率的保证轴类零件的加工质量,降低生产成本。
在车床加工轴类零件的过程中,还需要进行实时的质量检测。常用的检测方法有尺寸测量、形状精度检测和表面粗糙度检测等。尺寸测量可以使用量具如卡尺、千分尺、百分表等,对轴类零件的直径、长度、圆柱度等关键尺寸进行测量,确保尺寸符合设计要求。形状精度检测则主要通过三坐标测量仪等精密测量设备,检测轴类零件的直线度、同轴度、圆度等形状误差,及时发现加工过程中出现的问题并进行调整。表面粗糙度检测可以使用粗糙度仪等仪器,测量轴类零件加工表面的粗糙度值,保证表面质量满足工作要求。通过实时的质量检测,能够及时发现加工过程中的偏差,采取相应的纠正措施,确保轴类零件的加工质量。
车床加工轴类零件是一个系统而复杂的过程,每一个环节都相互关联、相互影响。从坯料准备到装夹、刀具选择与使用、切削参数确定以及质量检测,每一个步骤都需要严格把控,才能生产出高质量、高精度的轴类零件,满足机械设备的性能要求,为机械制造行业的发展提供坚实的保障。只有不断地优化加工工艺,提高加工技术水平,才能在激烈的市场竞争中立于不败之地,推动轴类零件加工行业不断向前发展,为各类机械设备的升级换代提供有力支持。在未来的发展中,随着科技的不断进步,轴类零件车床加工技术也将不断创新和完善,为机械制造领域带来更多的机遇和挑战。我们需要不断探索和研究,紧跟时代步伐,掌握先进的加工技术,为我国机械制造业的繁荣发展贡献力量。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!