
限位套车床加工
小石 2026-03-07 13:50 54 浏览
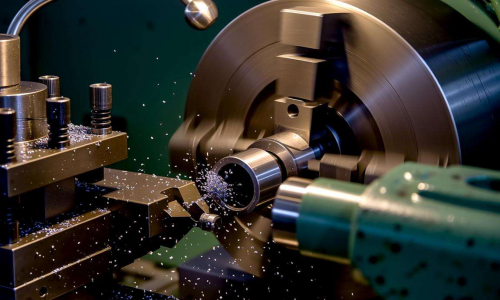
限位套作为机械部件中常用的一种零件,在车床加工过程中有着独特的工艺要求和操作要点。其加工精度直接影响到整个机械设备的性能和稳定性。
在进行限位套车床加工前,必须对原材料进行严格筛选。要确保所选材料的材质符合设计要求,具有足够的强度和硬度,以承受后续加工及实际使用中的各种应力。仔细检查原材料的尺寸规格,保证其与设计图纸规定的尺寸相符,避免因原材料问题导致加工过程中的尺寸偏差或废品产生。
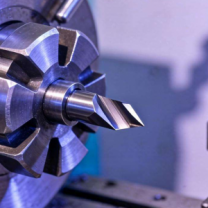
在装夹环节,需根据限位套的形状和尺寸选择合适的夹具。精确调整夹具的位置和夹紧力,确保限位套在车床上固定牢固且位置精准。装夹过程中要注意避免对限位套表面造成损伤,以免影响后续加工精度和表面质量。使用高精度的定心装置,能有效保证限位套的中心与车床主轴的中心重合,为后续的切削加工奠定良好基础。
对于限位套的外径加工,合理选择刀具至关重要。刀具的几何形状、刃口锋利度等都会对加工精度和表面粗糙度产生影响。根据限位套的材料特性和加工要求,选用合适的切削参数,如切削速度、进给量和切削深度等。在加工过程中,密切关注刀具的磨损情况,及时进行刀具的更换或刃磨,以保证加工精度的稳定性。通过精确控制切削参数和刀具状态,确保限位套外径尺寸符合设计公差要求,表面粗糙度达到规定标准。
内径加工是限位套车床加工的关键工序之一。采用合适的内孔加工刀具,如麻花钻、镗刀等,按照先钻孔后镗孔的顺序进行加工。钻孔时要保证钻头的垂直度,防止孔径偏差。镗孔过程中,通过微调镗刀的位置和进给量,精确控制内径尺寸。注意控制切削液的使用,以降低切削温度,减少刀具磨损,提高加工表面质量。利用内径测量工具,如内径千分尺等,实时监测内径尺寸变化,及时调整加工参数,确保内径尺寸精度在极小的公差范围内。
在加工限位套的长度时,要根据设计要求准确控制刀具的行程。使用长度测量工具,如游标卡尺、深度尺等,对加工后的长度进行测量和检验。确保限位套的长度符合设计图纸规定,避免因长度偏差导致与其他部件装配时出现问题。对于限位套的端面加工,要保证端面与轴线的垂直度。采用端面车刀进行加工,通过调整车床的主轴转速和刀具的进给速度,使端面平整光滑,达到设计要求的表面粗糙度。
完成粗加工后,还需进行精加工工序。精加工时,进一步提高加工精度,减小表面粗糙度。通过精细调整切削参数和刀具的切削刃磨,使限位套的尺寸精度和表面质量达到更高的标准。在整个加工过程中,严格执行质量检验制度。每完成一道工序,都要使用相应的测量工具对限位套的关键尺寸进行测量,与设计图纸进行比对。一旦发现尺寸偏差超出公差范围,及时分析原因并采取纠正措施。对加工后的限位套表面质量进行检查,如是否有划痕、磕碰等缺陷,确保其符合产品质量要求。只有经过严格的质量检验,才能保证加工出的限位套满足机械设备的使用需求,为设备的正常运行提供可靠保障。
限位套车床加工是一个涉及多个环节的复杂过程,每个环节都紧密相连,相互影响。只有严格把控每一个加工步骤,注重细节,才能加工出高质量的限位套,为机械制造行业提供坚实可靠的零部件支持。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!