
旋转轴车床加工
小石 2026-03-06 08:50 57 浏览
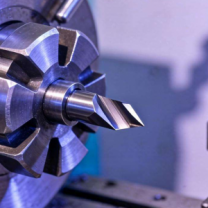
旋转轴车床加工,作为机械制造领域至关重要的一环,以其独特的加工方式和卓越的精度控制,在众多工业生产中发挥着不可替代的作用。它通过工件围绕旋转轴做圆周运动,配合刀具的直线运动,能够高效地完成各种复杂形状的零件加工。

在旋转轴车床加工的过程中,首先要进行精确的工件装夹。这一步骤至关重要,直接关系到后续加工的精度和稳定性。装夹时,需根据工件的形状、尺寸和材质选择合适的夹具,确保工件能够牢固地固定在车床上,并且在旋转过程中不会出现晃动或偏移。例如,对于圆柱形的工件,可以使用三爪卡盘进行装夹,这种卡盘能够自动定心,快速而准确地将工件定位在车床的旋转轴上。而对于形状不规则的工件,则可能需要采用特制的夹具,如四爪卡盘或花盘等,通过调整各个卡爪的位置来实现对工件的精准装夹。
接下来是刀具的选择与安装。刀具是旋转轴车床加工的关键工具,其性能直接影响加工质量和效率。不同的加工任务需要选用不同类型的刀具,如粗车刀用于去除大量的毛坯余量,精车刀则用于保证工件的尺寸精度和表面光洁度。刀具的材质也多种多样,常见的有高速钢、硬质合金等。高速钢刀具具有良好的韧性和可加工性,适合低速切削;硬质合金刀具则具有高硬度和耐磨性,能够在高速切削下保持良好的切削性能。在安装刀具时,要确保刀具的刀尖与车床的旋转中心等高,并且刀具的伸出长度要适中,以保证切削过程的稳定性。还需要根据加工工艺的要求调整刀具的角度,如前角、后角、刃倾角等,以优化切削力和切削温度,提高加工质量。
在加工过程中,旋转轴车床的各项参数设置也不容忽视。切削速度、进给量和切削深度是影响加工质量和效率的三个重要参数。切削速度决定了刀具与工件之间的相对运动速度,它直接影响切削温度和刀具磨损。进给量则控制着刀具在工件表面的移动速度,它与加工表面的粗糙度密切相关。切削深度则是指每次切削时从工件表面切除的金属层厚度,它决定了加工余量的去除速度。合理地设置这三个参数需要综合考虑工件的材质、刀具的性能、加工精度要求等因素。例如,对于硬度较高的工件,为了保证刀具的耐用度,可能需要适当降低切削速度;而对于表面光洁度要求较高的工件,则需要减小进给量和切削深度,并选择合适的切削速度。
旋转轴车床加工还具备高效的生产能力。它可以连续地对多个相同或不同的工件进行加工,大大提高了生产效率。通过自动化的控制系统,还可以实现对加工过程的实时监控和调整。例如,当检测到刀具磨损或切削力异常时,系统能够自动报并及时调整加工参数,以保证加工过程的顺利进行。一些先进的旋转轴车床还配备了自动送料装置和自动测量装置,进一步提高了加工的自动化程度和精度。
旋转轴车床加工在机械制造领域中占据着举足轻重的地位。它凭借精确的装夹、合理的刀具选择与安装、科学的参数设置以及高效的生产能力,为工业生产提供了高质量、高精度的零件加工解决方案,推动着制造业不断向前发展。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!