
销轴车床加工
小石 2026-03-04 12:50 54 浏览
销轴车床加工是机械制造领域中一项至关重要的工艺环节,它对于各类机械设备中销轴的精密制造起着关键作用。销轴作为连接和定位部件,其精度和质量直接影响着整个设备的性能与稳定性。
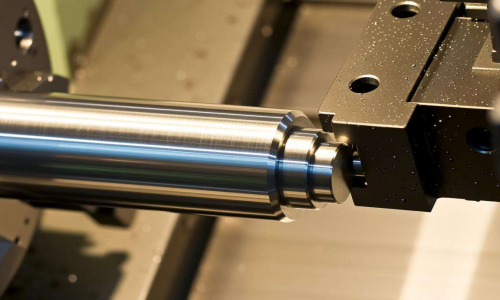
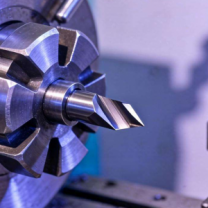
在销轴车床加工过程中,首先要进行精确的工件装夹。这一步骤需要确保销轴毛坯能够牢固地固定在车床工作台上,并且保证其轴心线与车床主轴的轴心线重合。通过精心调整卡盘或顶尖等装夹工具,消除任何可能产生的偏心或晃动,为后续的加工奠定良好基础。只有装夹精准,才能在加工过程中保证刀具沿着销轴的理想轮廓进行切削,从而获得高精度的尺寸和形状。
刀具的选择与使用也是销轴车床加工的关键要点。根据销轴的材质、硬度以及加工精度要求,需要挑选合适的刀具。不同类型和材质的刀具具有不同的切削性能,例如高速钢刀具适用于一些精度要求相对较低、切削速度不高的场合;硬质合金刀具则具有更高的硬度和耐磨性,能够在高速切削下保持良好的切削性能,更适合加工硬度较高的销轴材料。在使用刀具时,要注意刀具的安装和刃磨。刀具安装必须准确无误,保证刀刃与销轴的加工表面平行且位置正确,否则会影响加工精度和表面质量。定期对刀具进行刃磨,保持刀刃的锋利度,以确保切削过程的顺利进行,减少切削力和切削热对销轴加工精度的影响。
精确的切削参数设定是实现高质量销轴加工的重要保障。切削速度、进给量和切削深度这三个参数相互配合,共同决定了加工的效率和质量。切削速度的选择要综合考虑销轴材料、刀具性能以及加工要求等因素。一般来说,适当提高切削速度可以提高加工效率,但过高的速度可能会导致刀具磨损加剧、切削温度过高,从而影响销轴的尺寸精度和表面粗糙度。进给量的大小则直接影响销轴表面的加工纹路和尺寸精度。过小的进给量可能会延长加工时间,增加生产成本;过大的进给量则可能导致表面粗糙度增加,甚至出现加工缺陷。切削深度的确定要根据销轴毛坯的尺寸和加工余量合理选择,既要保证能够在规定的加工次数内完成销轴的加工,又不能过大而引起切削力过大,导致工件变形或振动。
在销轴车床加工过程中,还需要注重对加工精度的检测与控制。通过使用各种量具,如卡尺、千分尺、百分表等,定期对销轴的尺寸进行测量,及时发现并纠正加工过程中的偏差。利用先进的检测设备,如三坐标测量仪,可以更精确地获取销轴的各项尺寸和形状误差,为调整加工参数和优化加工工艺提供依据。对于一些高精度要求的销轴,还可以采用在线检测技术,实时监测加工过程中的尺寸变化,实现对加工精度的动态控制,确保每一个销轴都能满足设计要求。
良好的润滑和冷却系统对于销轴车床加工也至关重要。切削过程中会产生大量的热量,这些热量会使刀具磨损加剧,影响销轴的加工精度,同时也可能导致工件热变形。通过合理的润滑和冷却措施,可以有效地降低切削温度,减少刀具磨损,提高加工表面质量。例如,采用切削液进行冷却润滑,切削液不仅可以带走切削热,降低切削温度,还能在刀具与工件之间形成润滑膜,减小切削力,提高加工表面的光洁度。
销轴车床加工是一个涉及多个环节的复杂工艺过程,每一个环节都紧密相连,相互影响。只有在工件装夹、刀具选择与使用、切削参数设定、加工精度检测以及润滑冷却等方面都做到精益求精,才能加工出高质量的销轴,为机械设备的可靠运行提供坚实保障。随着制造业的不断发展和对产品质量要求的日益提高,销轴车床加工技术也在不断创新和进步,未来将朝着更加智能化、高精度化的方向发展,为机械制造行业带来新的机遇和挑战。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!