
不锈钢小件车床加工
小石 2026-03-03 20:50 52 浏览
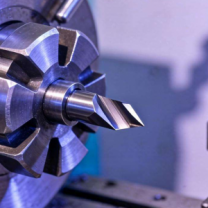
不锈钢小件车床加工是一项精细且关键的工艺,在现代制造业中占据着重要地位。它专注于对各类不锈钢材质的小件进行精密加工,以满足不同领域的多样需求。

不锈钢材质因其优异的耐腐蚀性、高强度和美观性,广泛应用于众多行业。对不锈钢小件进行车床加工并非易事,需要精湛的技艺和专业的设备。车床的精度至关重要。高精度的车床能够确保加工出的不锈钢小件尺寸精确,公差范围极小。这就要求车床的各个部件具备极高的稳定性和精准度,从主轴的旋转精度到刀具的进给精度,每一个环节都不容小觑。例如,在加工一些精密的不锈钢机械零件时,尺寸偏差可能会导致整个装配出现问题,影响设备的性能和使用寿命。因此,先进的车床往往配备高精度的控制系统,能够实时监测和调整加工参数,保证加工精度的稳定性。
刀具的选择也是不锈钢小件车床加工的关键因素之一。由于不锈钢的硬度较高,普通刀具可能难以有效切削。因此,需要选用专门针对不锈钢材质设计的刀具,这些刀具具有良好的耐磨性和切削性能。比如,硬质合金刀具在不锈钢加工中应用广泛,它能够承受较高的切削压力,减少刀具磨损,提高加工效率。刀具的几何形状也会影响加工质量。合理的刀具角度可以降低切削力,减少工件变形,提高表面光洁度。例如,采用合适的前角和后角设计,能够使刀具更容易切入工件,同时避免刀具与工件之间产生过多的摩擦热量,从而保证加工出的不锈钢小件表面光滑,无毛刺、划痕等缺陷。
在不锈钢小件车床加工过程中,切削参数的优化同样不可忽视。切削速度、进给量和切削深度等参数的合理选择,直接关系到加工效率、刀具寿命和加工质量。一般来说,不锈钢的切削速度相对较低,过高的切削速度容易导致刀具磨损加剧,甚至产生积屑瘤,影响加工精度。因此,需要根据不锈钢的材质特性和刀具性能,精确调整切削速度。进给量的大小则决定了工件表面的进给速度,合适的进给量能够保证加工表面的粗糙度符合要求。切削深度的选择要综合考虑工件的加工余量和加工精度,避免过大的切削深度导致工件变形或刀具损坏。通过不断试验和优化切削参数,可以在保证加工质量的前提下,提高加工效率,降低生产成本。
不锈钢小件车床加工还需要注意冷却液的使用。冷却液不仅可以降低切削温度,减少刀具磨损,还能起到润滑和排屑的作用。在加工不锈钢时,由于切削热量较大,冷却液的冷却效果尤为重要。选择合适的冷却液,并确保其充分供应到切削区域,能够有效提高加工过程的稳定性和加工质量。例如,一些含有特殊添加剂的冷却液能够更好地附着在刀具和工件表面,形成润滑膜,减少摩擦,提高表面光洁度。冷却液还能将切削过程中产生的切屑及时冲走,防止切屑缠绕在刀具上,影响加工的正常进行。
对于不锈钢小件车床加工来说,质量控制贯穿于整个加工过程。从原材料的检验到加工过程中的每一道工序,都需要严格把控质量。在原材料检验环节,要确保不锈钢材料的化学成分和物理性能符合加工要求,避免因材料问题导致加工缺陷。在加工过程中,通过实时监测加工参数、定期测量工件尺寸等方式,及时发现并纠正加工过程中的偏差。加工完成后,还需要对不锈钢小件进行全面的质量检测,包括尺寸精度检测、表面粗糙度检测、硬度检测等,确保产品质量符合设计要求。只有建立完善的质量控制体系,才能保证每一个加工出的不锈钢小件都具备高质量和可靠性。
不锈钢小件车床加工是一个综合性的工艺过程,涉及到车床精度、刀具选择、切削参数优化、冷却液使用以及质量控制等多个方面。只有在每一个环节都做到精益求精,才能加工出高质量的不锈钢小件,满足现代制造业对精密零部件的需求,推动相关产业不断向前发展。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!