
45号钢车床加工
小石 2026-03-02 18:50 81 浏览
45号钢是一种应用广泛的中碳钢,具有良好的综合力学性能,在机械制造领域备受青睐。当涉及到45号钢的车床加工时,一系列的工艺和要点便成为了确保加工精度与质量的关键。
在车床加工45号钢之前,对材料的预处理至关重要。首先要对45号钢进行检验,确保其材质符合加工要求,无明显的裂纹、砂眼等缺陷。然后根据加工的具体需求,对钢材进行必要的下料。下料尺寸要精确,一般会采用锯床等设备,按照设计好的长度进行切割,为后续的加工提供合适的坯料。
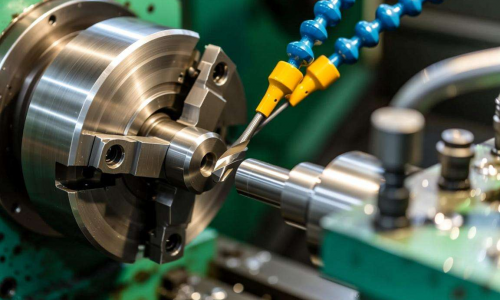
装夹是车床加工45号钢的第一步关键操作。选择合适的夹具十分重要,常见的如三爪卡盘、四爪卡盘等。三爪卡盘适用于夹持圆形截面且精度要求相对不是特别高的45号钢工件,它能快速定心,装夹方便快捷。而对于一些形状不规则或对装夹精度要求更高的工件,则会选用四爪卡盘,通过分别调整四个卡爪来实现精确装夹。在装夹过程中,要注意工件的定位准确,避免出现偏心、歪斜等情况,否则会影响后续加工的尺寸精度和表面质量。
刀具的选择与刃磨是影响45号钢车床加工质量的核心因素之一。针对45号钢的加工特性,通常会选用硬质合金刀具。硬质合金刀具具有较高的硬度和耐磨性,能够承受较大的切削力。在车削外圆时,可选用90°外圆车刀,这种刀具的主偏角为90°,有利于提高切削效率和保证加工表面的直线度。刀具的刃磨质量也不容忽视,刃口要锋利,前角、后角等参数要符合加工要求。前角合适能减小切削变形,降低切削力;后角则影响刀具后面与工件加工表面之间的摩擦,合适的后角能保证刀具的耐用度和加工表面质量。
切削参数的合理选择直接关系到加工效率和加工质量。切削速度、进给量和背吃刀量是三个重要的切削参数。对于45号钢,切削速度一般根据刀具材料和工件直径等因素来确定。在保证刀具耐用度的前提下,适当提高切削速度可以提高加工效率。进给量的选择要考虑加工表面粗糙度和刀具的承载能力,过小的进给量可能导致加工时间过长,过大则会使表面粗糙度变差。背吃刀量则根据工件的加工余量来确定,一般要分粗车和精车阶段逐步减少背吃刀量,以保证加工精度。粗车时,背吃刀量较大,主要是为了快速去除大部分余量;精车时,背吃刀量较小,以保证加工表面的尺寸精度和表面质量。
在45号钢车床加工过程中,冷却润滑也起着不可或缺的作用。合适的冷却润滑液能够降低切削温度,减少刀具磨损,提高加工表面质量。对于45号钢的加工,常用的冷却润滑液有乳化液等。乳化液具有良好的冷却和润滑性能,能有效带走切削过程中产生的热量,减小刀具与工件之间的摩擦,从而延长刀具使用寿命,使加工表面更加光洁。在使用冷却润滑液时,要注意其喷射方式和流量,确保能够充分覆盖切削区域,发挥其最佳效果。
尺寸精度控制是45号钢车床加工的重要目标。在加工过程中,要通过量具如卡尺、千分尺等及时测量工件尺寸。每完成一次切削,都要对加工尺寸进行检测,根据测量结果调整刀具的进给量或背吃刀量等参数,确保最终加工尺寸符合设计要求。对于一些精度要求较高的尺寸,还需要进行多次测量和调整,以保证尺寸的一致性和准确性。
表面质量的控制同样不可忽视。良好的表面质量不仅能提高工件的美观度,还能增强其耐腐蚀性和耐磨性。在车削45号钢时,要尽量减小表面粗糙度。这可以通过合理选择切削参数、保证刀具刃磨质量以及使用合适的冷却润滑液等方法来实现。精车时,要采用较小的进给量和切削速度,以获得更光洁的加工表面。还可以通过适当的光整加工工艺,如研磨、抛光等,进一步提高表面质量。
在45号钢车床加工完成后,还需要对工件进行清理和检验。清理掉工件表面残留的切屑、油污等杂质,确保工件干净整洁。然后按照设计要求对工件进行全面检验,包括尺寸精度、形状精度、表面粗糙度以及硬度等方面。只有各项指标都符合要求,才能保证加工的45号钢工件能够满足实际使用的需求。
45号钢车床加工是一个系统而复杂的过程,每一个环节都紧密相连,相互影响。只有严格把控各个环节的工艺要点,才能加工出高质量、高精度的45号钢工件,为机械制造等领域提供可靠的零部件支持。







- 一周热图
-








- 站长介绍
-

⚡ 小石助手
一个从事网站搭建,网站优化,百度/360/抖音巨量营销推广的小学生站长!
用文字记录思考。这里是我分享技术、工具、生活与灵感的小站。 ✨有问题?欢迎联系我!
已复制!